
焊接機器人技術升級研究與應用
導語:焊接機器人技術目前已得到廣泛應用并取得較好效果。本期轉化果推薦的《焊接機器人技術升級研究與應用》是基于設備特點和結構特點,從液壓支架結構件圖紙、工藝源頭進行優化,通過軟件優化與開發、工裝輔具試制、焊接工藝參數試驗驗證、產品設計圖紙與工藝優化等創新,實現了機器人焊接方法的創新技術應用,工作效率提高一倍,保證了液壓支架結構件制造的安全、高效、高質量。
一、研究目標
對自動化焊接程序進行優化開發,并形成模塊;對焊接參數進行優化,提高焊接質量和效率;對焊接機器人設備的自主維修進行攻關;對設計的結構進行建議更改,提高焊接可達率,并標準化;對工藝的組次和輔助撐筋位置進行更改,提高焊接可達率;對新安裝機器人操作培訓提前進行,邊生產邊培訓,盡快將設備性能發揮到最大化。
二、研究內容
1.技術路線
(1)根據設備特點,從液壓支架結構件圖紙、工藝源頭進行優化;
(2)根據結構特點,對編程進行優化、模塊化,提高編程效率。
2.改進焊槍矯正裝置

自制與校規配套的校槍裝置。機器人焊槍在發生碰撞之后,機器人焊絲前端尖點(TCP)在原有的校槍裝置上無法保證,焊槍的形狀無法保證,因此焊接會出現跑偏現象,且焊槍互換性差。自制的校槍裝置增加了四處限位點,解決了焊槍形狀變化的問題,使用后保證了焊槍的穩定性和互換性,保證了焊接時基本不出現跑偏現象。
3.優化連桿的產品結構


內部焊縫和筋板取消
由于自動化焊接的質量更穩定,因此實施連桿產品結構改進。取消內部筋板及其焊縫、一次蓋板內部焊縫,由原來的兩次組裝改為一次組裝。
4.優化焊接參數
對焊接參數進行了較大的調整,使得焊接速度及焊縫的外觀成型質量得到了提高。

5.改進機器人焊槍安裝方式
對焊槍實行了反裝并加長連接座,避免焊槍易碰撞、可焊焊縫少、焊接效率低的缺陷,提高了機器人的實際使用效能。將實際焊接范圍提高了10%。

6.優化起始點和拐點準確性的程序
實現了在框形周圈焊接時對于拐角點的校正,避免起始點沒有電弧跟蹤和框形周圈焊時拐角點易跑偏的缺陷,提高了產品質量,優化了產品外觀。
更改前

更改后
7.優化焊接機器人編程程序
原焊縫編程需手動存儲三個方向的傳感點,編程時間較長,且傳感點較多時機器人易死機丟失程序,耽誤時間較長。現優化程序后,傳感點由機器人自動生成無需手動存儲,工件整體編程效率提高了20%以上,避免死機現象。
8.加強修舊利廢
對損壞的機器人焊槍進行自主維修。利用廢棄的導電嘴代替焊槍上的水氣管接口,并且對其進行了打磨鉆孔與安裝,經測試使用效果良好,每年維修10把焊槍,可為公司節省12萬元費用。

9.優化工藝提高焊達率
通過對工藝的二次優化和組次調整,使得焊接接頭更少,焊縫更連續,機器人的可焊范圍進一步提高10%。

將結構件的貼板外形相對主筋由外形對齊改為周圈向內縮,起角焊縫;若不能起角焊縫,則貼板相對主筋保證下沉10mm以上,提高機器人對貼板焊接的可達率,保證了機器人和手工焊接質量外觀。
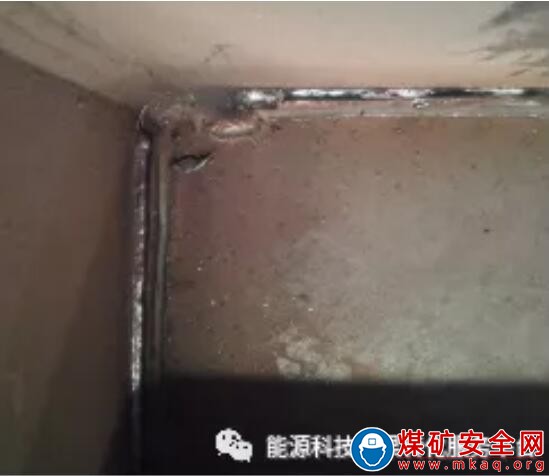
結構件的筋板一般與主筋、頂板連接,連接點為三向應力點。如圖所示。


按照高端、出口產品等監造的要求,接頭必須避開三向應力點,實際未能滿足監造要求。
有兩種方式可以滿足:
(1)先焊筋板立焊縫,平面焊縫拐角連續,且焊縫需要加大。平面焊縫連續對手工焊接要求難度大,機器人可滿足連續焊接要求。目前只有在Y204伸縮梁內部焊縫實現手工連續焊接,但平面焊角大小不同,只能統一按大的焊角焊接。
(2)筋板開大倒角,接頭相互錯開。筋板更改倒角大小和形式。如果將筋板倒角改成圓角,尺寸加大,筋板立焊縫和橫焊縫均為單一焊縫,既滿足了接頭避開三向應力點要求,也滿足了釋放應力的需求,提高焊接效率,節省大量人力、物力。目前已經將倒圓角錯開應力點作為企業標準執行。

10.加強焊接機器人各類控制電路板的維修
修復開元焊接機器人電源模塊控制板、克魯斯連桿機器人P C I F主板、克魯斯焊接機器人伺服器控制板。同時,對于自行無法維修的編碼器、伺服驅動器、送絲控制板、示教器等9塊電路板尋求社會資源進行維修。自主創新改造焊接機器人送絲機、焊機水泵、焊槍防碰裝置等重要部件。到目前為止,所有焊接機器人的維修幾乎全部實現了自主維修。全面提高自主維修率,也有效提升了焊接機器人的維修技能,從根本上節約了維修時間和維修成本。

三、應用效果
通過幾年的軟件優化與開發、工裝輔具試制、焊接工藝參數試驗驗證、產品設計圖紙與工藝優化等創新,實現了機器人焊接方法的創新技術應用,保證了液壓支架結構件制造的安全、高效、高質量。
該成果使用前機器人每月可完成分廠產量約20%,使用后機器人每月可完成分廠產量約40%。
2019年自動化焊接工作站完成任務超過40%,噸位相對提高1萬噸,按每噸產值為2512元,共計約創造2500多萬產值。
目前,結構件關于筋板倒角已經標準化,解決三向應力集中問題;示教編程現已模塊化,簡單化,極大提高了編程效率,降低操作要求;焊接參數優化后現已經全面實施,應用在各批量產品中;通過設備的自主維修,并充分運用社會資源,將進口設備備件維修率提高到80%,避免了備件采購周期長、價格高現象。
近年來,圓滿完成了出口產品、高端產品等高端液壓支架的焊接任務。
